



Non-destructive testing (NDT) Laboratory
Device for testing ferrite content

- The Fisher MP 30 portable ferritoscope is used to measure the ferrite content in welds, plating layers in austenitic and duplex steel. The device also enables the determination of martensite in austenitic steels.
Device for detecting pores or punctures

- POROSCOPE HV20 (D) is used to detect the presence of pores or punctures in a non-conductive protective coating applied to metal parts. The high voltage method was used in accordance with ISO 2746, ISO 8289 and DIN 28055.
Device for testing non-conductive coatings

- DUALSCOPE MP0R USB. It is used to measure non-conductive coatings on non-magnetic metals and non-conductive and non-magnetic metal coatings on magnetic surfaces. The instrument automatically detects the type of base material and uses the appropriate measurement method in a given situation. uses both the eddy current method in accordance with DIN EN ISO 2360, ASTM B244 and the magnetic induction method in accordance with DIN EN ISO 2178, ASTM B499.
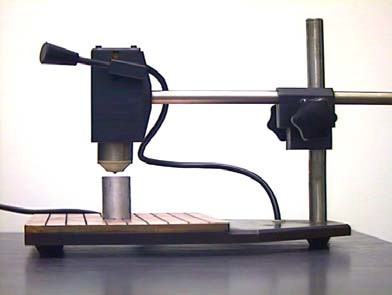
Device for visual tests (VT)

Visual tests (VT) allow for the detection of product imperfections: shape defects, dimensional deviations, improper assembly, and for the detection of surface discontinuities arising in the production process, such as cracks, pores, crimping, rolling, undercutting, inclusions, sticking, etc .; as well as operational damage: corrosion, erosion, fatigue cracks, leaks, etc. Visual tests are used in practically all sectors of the economy, from energy to the work of customs services. In manufacturing processes for quality control of: pipes, engine castings, fuel lines, holes in shafts, cylinders, hydraulic systems, valves, pumps, compressors, etc. Visual tests are particularly important in welding, where they are carried out throughout the technological process. In the power industry, chemical, petrochemical, shipbuilding, automotive, pharmaceutical and food industries in operational tests of boilers, pipelines, aggregates, turbines and generators, reactors and exchangers, pumps, compressors, chambers, tanks, cisterns, etc. beams, water supply, gas, sewage, ventilation systems, etc. In aviation, visual tests are used at every stage of production, assembly, operation or renovation.
- Olympus videoscope. The device consists of a microcamera placed at the end of a flexible cable (4mm in diameter and 3m long) and a light source led through a fiber optic cable. Thanks to this, it is possible to view images in such critical elements of the structure as combustion chambers and turbines. This system allows not only the visualization of the damage, but also the necessary geometric measurements of the damage (cracks, scratches, corrosion area).
Thermoelectric force testing devices

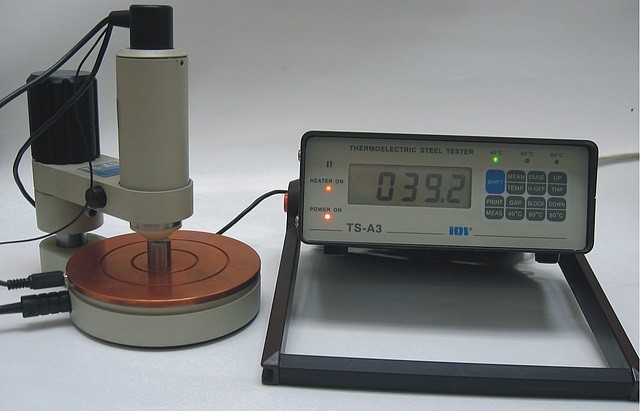
Thermoelectric force (STE) tests enable a comparative assessment of the chemical composition or state of the steel structure based on the measurement of the thermoelectric force generated by contacting a heated contact electrode (copper) of the sensor with the tested material. On this basis, the identity of the chemical composition or structure with the material standard can be assessed or the quality repeatability of the inspected samples can be ascertained.
- The TS-A device allows for a qualitative assessment of changes in the chemical composition or structure of steel, locating surface defects of the material (the so-called "soft spots", segregating the chemical composition), identifying decarburization, detecting the presence of surface layers, eliminating losses resulting from material mistakes and traditional use (destructive) control methods.
- TS-A3 device
Eddy current test equipment
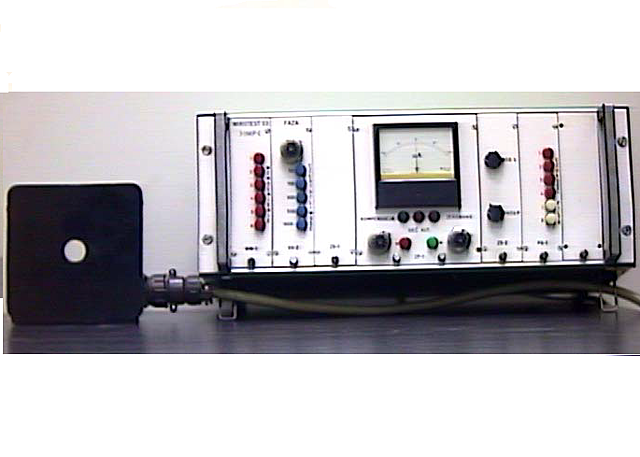


Eddy current testing (EC) is used to detect dangerous fatigue and corrosion defects in aircraft, nuclear power plants, machinery and equipment during operation. The eddy current method is particularly effective for detecting surface cracks in responsible structures.
- Wirotest 03 allows for the qualitative differentiation of materials, structure changes and cracks in details by calibrating the device on a pattern. The test uses properly calibrated coils.
- M2 test. The device allows you to search for cracks and identify them. The test is carried out with the use of a properly selected head calibrated on a standard.
- The Phasec 3d flaw detector by GE Inspection Technologies enables non-destructive testing using the eddy current method. Research capabilities: inspection of cracks and discontinuities, inspection of welds, inspection of the degree of corrosion, inspection of riveted joints, conductivity measurements.
Devices for identifying casting and welding imperfections



The station enables the identification and analysis of internal defects of castings and welds on the basis of X-ray (RT) radiographs. Detected defects and discontinuities are analyzed and compared with the patterns.
- Cofar Semat negatoscope. A device for the observation and analysis of radiographs of welds with an adjustable degree of illumination.
- PDA-85 densitometer with a radiograph darkness pattern. The device is used to determine the darkness level of radiographs.
- NGP negatoscope 11. A device for observation and analysis of cast radiographs with adjustable exposure level.
Ultrasonic testing equipment



Ultrasonic testing (UT) enables the detection of internal defects in machine elements, structures and changes in structure caused during operation or production. The tests are carried out using the phenomena of generation and propagation of mechanical vibrations of high frequency (above 15kHz). UT tests are most often used to detect defects in metal elements.
- Ultrasonic flaw detector USM 35. The device is used to detect, locate and determine the size of defects in materials.
- Ultrasonic speedometer AMEX. The device enables measurements of the velocity of longitudinal ultrasonic waves in [m / s] or material thickness in [mm].
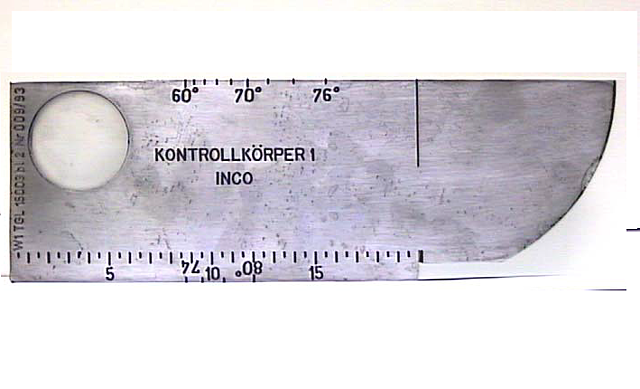
- Ultrasonic test standards.
- Echometer 1073 by Karl Deutsch. This is a speedometer-thickness gauge for measuring the velocity of a longitudinal ultrasonic wave or the thickness of a material.
- Olympus 38DL PLUS ultrasonic thickness gauge. The device works with double and single heads. Corrosive thickness measurements with double heads, THRU-COAT and Echo-Echo measurements of painted or coated materials and much more.
Fluorescence testing equipment (along with the Department of Aircraft and Aircraft Engines)




The penetration method (PT) allows for simple and quick detection of discontinuities - surface defects of metallic materials such as steel, cast steel, cast iron, light metals, non-ferrous metals, etc.; and non-metallic materials, e.g. ceramics. Fluorescence method (fluorescent penetrant) - visual inspection is carried out under ultraviolet light, the source of which are appropriate UV lamps.
- Penetrants enable the observation of surface and subsurface defects. Depending on the needs, observations can be made under ultraviolet light or white light
- The L-52 luxmeter is designed to measure the illuminance. Due to its high sensitivity, it is mainly used for measurements in more difficult lighting conditions.
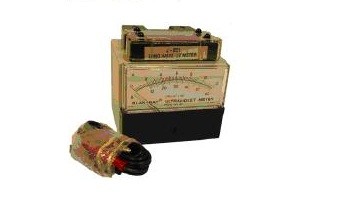
- The J 221 meter allows you to control the intensity of ultraviolet light during tests.
- UVL-100S lamp for tests in ultraviolet light.
Equipment for magnetic particle testing (along with the Department of Aircraft and Aircraft Engines)



The magnetic particle testing method (MT) allows for quick and reliable detection of any material inhomogeneities in ferromagnetic materials, caused by cracks, structure inhomogeneities, foreign inclusions, material discontinuities. This method detects defects located on the surface (open defects) or directly below the surface (closed defects), so it can be used for elements with thin galvanic coatings. Fluorescence method (magnetic fluorescent powder) - visual inspection is carried out under ultraviolet light from UV lamps.
- AC-230 zygomatic flaw detector. The device can detect cracks and structure changes in ferromagnetic materials.
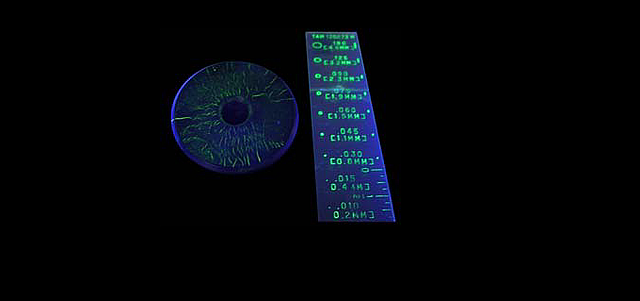
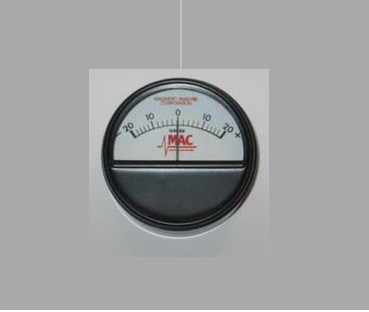
- The pattern of prof. Berthold. A test device used for tests with the use of magnetic powder. By turning the pattern, the direction of optimally detected defects is determined. The standard allows for the determination of defects in a quantitative manner.
- Magnetoscope. Instrument for measuring residual magnetism.
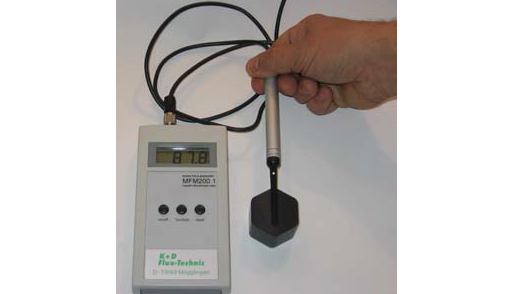
- The MFM 200.1 tangential field strength meter is used to perform accurate and fast measurements of constant and alternating magnetic fields during magnetization, and of residual magnetic fields before and after demagnetization.
- Standard for magnetic research.
- Crack perpendicular and parallel to the magnetic field force lines.
Device for measuring crack depth

- The KARL DEUTSCH RMG 4015 crack depth meter measures the depth of cracks in iron, steel and austenitic steel components. It can also be used to measure cracks in copper, brass, aluminum and other non-magnetic metals. The principle of operation is based on a potential probe. A probe with four spring-loaded, gold-plated contact pins is placed across the crack in the material under test. Alternating current flows between the two pins through the element under test. The other two pins measure the voltage drop, on the basis of which the crack depth is estimated. The device uses an alternating voltage and a skin effect that forces the current to flow over the conductor surface and hence follow the fracture contour. The operation and the measured value are monitored by the microprocessor of the device. The measurement range is from 0 to 99.9 mm.
Force gauge with an external sensor

The FB series force gauge is designed to measure contact force and pulling force. It can also be used to measure weight. They are characterized by high accuracy and ease of use. The graphical display of the dynamometers enables easy reading of indications and presentation of measurement results in the form of histograms or charts. A special computer program for data recording and presentation gives full possibilities for the observation and measurement of variable forces. The force gauge has slings with ball joints, which enable the transfer of the measured force to the sensor and eliminate measurement errors resulting from irregular loading of the force sensor.
Special Features:
- maximum value measurement
- comparing with the threshold
- statistics
- diagrams